3Dプリンタでスライドクランプを作ってみた
こんにちは、トミーです。
今日は「3Dプリンターに無茶をさせてみた」記事です。
※本日ご紹介する内容は実験的に行っているものであり、記事内の手法を推奨するものではありません。
概要
私は3Dプリンターを取り扱う部署におりますが、弊社は切削加工機のメーカーということもあり私の部署内でも3Dプリンターの部品を改造する際など、時々、弊社切削機で加工をしています。
やってみた!
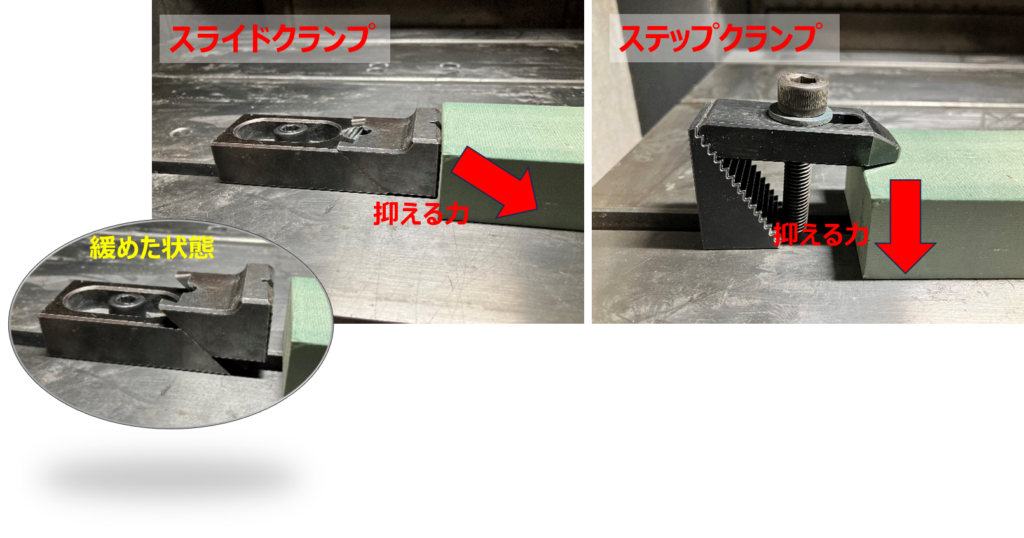
切削加工の際に必ず必要になるのが、ワークを固定する作業ですが、この時私はスライドクランプをよく使用します。
ワークの側面に押し当てられたジョーが、材料を挟み込む力とテーブルへ押し付ける力を発生させる構造になっているため、ワークが浮かず、しっかりと固定できます。
また、ワーク上面から押し付けるステップクランプに比べてワーク上面に障害物がないのでワーク上面を削り取る、面出しも行いやすい利点がありますね。
このように便利なスライドクランプを、無謀にも3Dプリンターというのが本日の趣旨です。さてうまくいくのでしょうか?
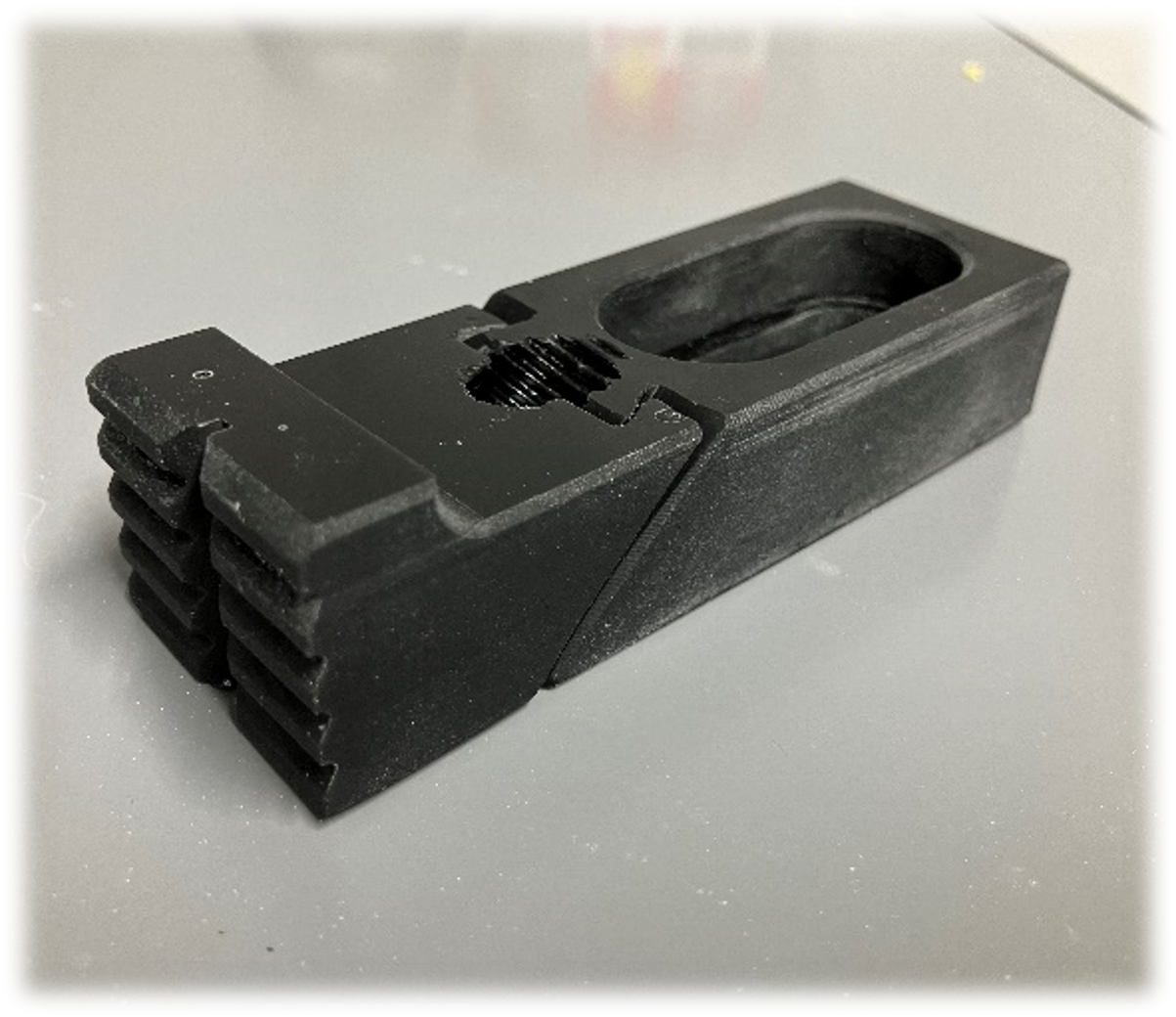
普段使用しているスライドクランプを参考に3Dモデルを作成しました。
ジョー先端のギザギザの形状は割れる可能性があったため少し大きめにしました。
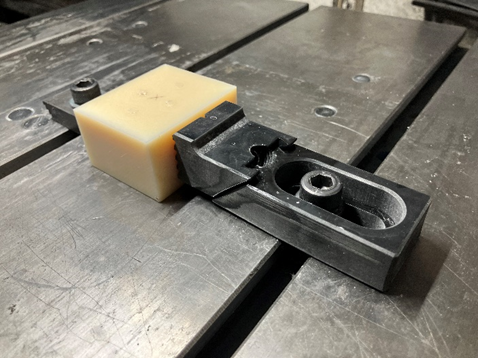
部品はジョー、固定部、ねじの3点です。

造形する3DプリンターはMIICRAFTのAlphaという機種です。
お手頃価格でW150mm x D84.4mm x H75mmまで造形ができます。


樹脂はとりあえずノーマルな樹脂で試したかったので、弊社のブランドである「ShapeFormer」の「Basic MattBlack」を使用しました。
造形後の様子。造形時間は1時間15分でした。
洗浄と二次硬化、バリ取りをして組み立てました。
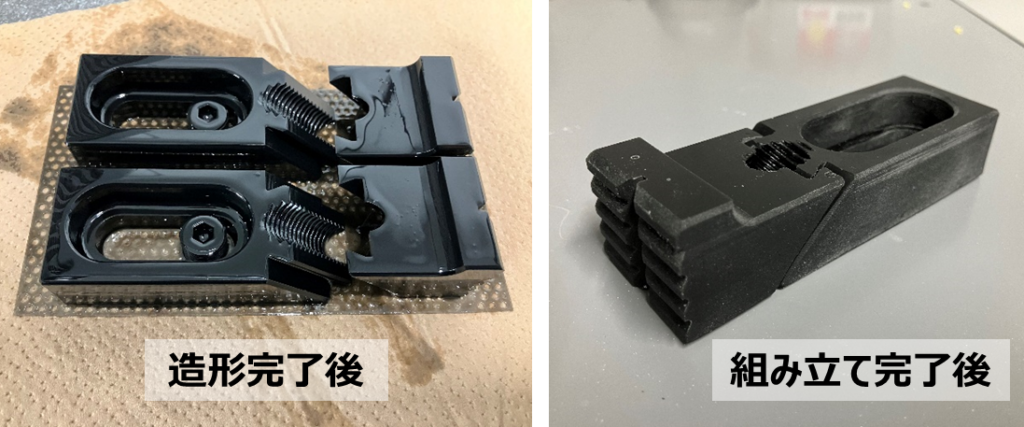
ボディ部分はともかく、ネジまで樹脂製なのできちんと固定できるかどうか…
ワークはABSです。
スピンドルを始動して、恐る恐る刃物を近づけてみると…

意外と普通に削れちゃいました!
きちんと固定できているかどうか確かめるために、幅10mm、高さ4mmの凸形状を削ってみました。(Y軸方向にも削るべきでしたね…)
切り込みは軸方向1mm、径方向2mm、送り速度は500mm/min程度です。

幅10mmはバッチリ寸法が出ていました。
深さは… 40μm深くなってしまいました。金属に比べて滑りが悪いので、ジョーの摺動部のクリアランスを大きめにしていたため、加工の途中で動いてしまったのかもしれません。

そして、取り外そうとすると…
ネジの六角穴がバキバキ割れました…
強く締め付けた状態でかじってしまい、2度と緩めることができなくなってしまいました。さすがにレジンでは強度不足でしたね。
う~ん、精度と耐久性に難がありましたが意外と使えそうなので、レジンの物性に合わせた設計にしてリベンジしたいですね。

それでは!
トミーの研究は続く~